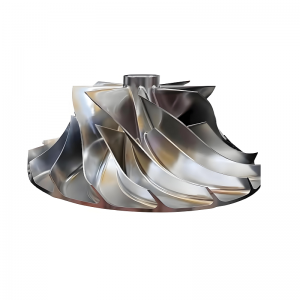
MAN Energy Solutions 离心式空气压缩机用离心叶轮 这是一种高度特殊的涡轮机械部件。当处理 MAN Energy Solutions 压缩机(例如 MAN AIR 或 RH 系列,或 MAN 目前支持的 Sulzer 或 GHH BORSIG 等传统品牌)的离心叶轮时,需要考虑一些关键的技术和商业因素。 以下是您需要了解的有关识别、更换或采购此部件的信息。 1. 关键识别数据(可在铭牌上找到) MAN 不生产通用叶轮。订购前,请找到压缩机型号和序列号。典型的 MAN 离心式压缩机系列包